







The shrinking die adopts a prestressed composite structure to ensure its overall strength; the outer die sleeve is made of H13 carbon steel, and the core is made of carbide KG5 with a hardness of 1250-1340HV. The die sleeve is heated to above 400℃, and the die core is pressed in with an interference fit.
The most important parameters in the hole structure of the Tungsten carbide extrution dies are the working belt guide angle α and the sizing belt length L. The working belt guide angle α directly affects the size of the shrinking force. Too large or too small α will cause an increase in the shrinking force; the sizing belt length L determines the service life of the die. Too long or too short L will reduce the service life of the die [1]. The difference between the hole diameter behind the sizing belt and the sizing belt diameter is preferably 0.05-0.07mm to avoid contact between the workpiece and the die, which increases the friction and ensures smooth shrinking [2].
The Tungsten carbide extrution dies deformation is the change in the cross-sectional area of the wire before and after shrinking. The Tungsten carbide extrution deformation degree is an important parameter in the shrinking process design and calculation, and is also the most important factor affecting the life of the shrinking die.
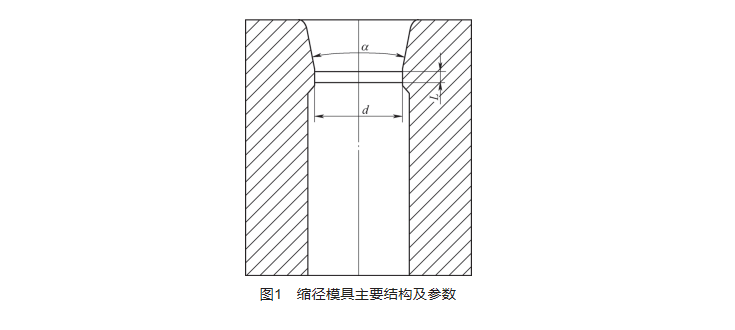
(1) Influence of the guide angle α of the working belt When the working belt is reducing the diameter of the material, the extrusion pressure on the die increases with the increase of the guide angle. When α is too large, the blank is easily bent or even upset due to the influence of friction; when α is too small, the length of the working belt is extended, the contact area between the blank and the die increases, the friction increases, and the life of the die is shortened under the action of large friction.
(2) Influence of the length of the sizing belt L The sizing belt length L and the diameter d are combined to ensure that the diameter reduction die can play its role and stably control the cross-sectional area of the material within the predetermined target. When L is too small, the sizing belt wears quickly, the blank diameter required for thread rolling cannot be guaranteed, and the workpiece is also easy to bend, and the straightness cannot be guaranteed. When L is too large, the friction increases, which will lead to problems such as die failure and deterioration of the surface roughness of the workpiece. Therefore, a reasonable sizing belt length is an important parameter to ensure the life of the diameter reduction die.
(3) Influence of reduction length When the reduction length is long, the lubricating oil film gradually becomes thinner under the continuous reduction action, the lubrication effect becomes worse, the friction force increases, and the workpiece rod is prone to corrugated deformation, or even the reduction deformation cannot be completed.
Post time: Sep-05-2024

